In de Lean theorie wordt het ideale productiesysteem beschreven als een One-Piece Flow systeem, waar producten per stuk bewerkt worden en over een aaneengesloten productielijn bewegen. Liker (2004) beschrijft zeven voordelen voor deze productiemethoden, waaronder verhoogde kwaliteit, verhoogde flexibiliteit en verhoogde productiviteit. Maar, is een One-Piece flow wel in elke situatie wenselijk? Net als bij elke Lean tool of doel, moet men onderzoeken of het veranderen van de productie lay-out en methode waarde toevoegend is voor de organisatie.
In dit artikel wordt beschreven wat in theorie de ideale Lay-out is voor verschillende typen productie processen.
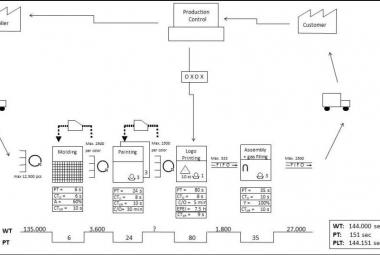
In de presentatie hieronder worden de verschillende typen productie layout samengevat:
In dit artikel worden VIJF TYPEN PRODUCTIE LAY-OUTS beschreven. Askin en Standdridge (1993) beschrijven vier soorten productie Lay-outs, die op basis van het aantal producttypen dat in een proces geproduceerd worden en het aantal producten binnen een productfamilie onderscheiden kunnen worden; Continue Flow (1), One-Piece flow (2), Batch-Flow (3) en Job Shop (4). Nicholas (1998) beschrijft nog een vijfde type productie, de zogenaamde Dok Shop structuur (5), die aan het model toegevoegd kan worden. Deze vijf typen lay-outs zijn gevisualiseerd in illustratie 1. De vijf verschillende Lay-outs kenmerken zich als volgt:
In een Continue Flow beweegt een product zich door een productielijn, met minimale stilstand tussen bewerkingen. Continu betekent dat er grote hoeveelheden product geproduceerd worden, waarbij er geen stuks te onderscheiden zijn, zoals vloeistoffen. Voorbeelden hiervan zijn de productie van chemicaliën of het verwerken van olie.
Bij een One-Piece Flow lijn beweegt een product zich per stuk langs verschillende bewerkingen met minimale wachttijden daartussen. Omstellingen tussen producten kunnen snel gerealiseerd worden, waardoor op één lijn verschillende type producten geproduceerd kunnen worden, voorbeelden zijn Auto’s met verschillende klant specifieke configuraties en scheerapparaten. Richtlijn voor het aantal verschillende producten dat op de one piece flow lijn geproduceerd wordt is 1-5.
Een Batch Flow betekent dat producten geproduceerd worden in bundels van hetzelfde type. Deze manier van produceren is interessant wanneer het omstellen tussen verschillende producten relatief veel tijd kost. Een voorbeeld hiervan is het smelten en gieten van verschillende kleuren hulzen. Omdat het omstellen van een machine relatief veel tijd kost, worden de producten opgedeeld in grotere hoeveelheden. Zo maakt een machine bijvoorbeeld eerste 10.000 blauwe hulzen, waarna een omstelling volgt om 10.000 rode hulzen te maken. Deze eerste drie typen productie zijn visueel weergegeven in illustratie 2. Askin en Standdridge (1993) beschrijven dat er op een batchlijn tot 100 verschillende producten geproduceerd kunnen worden.
Een Job-shop structuur [illustratie 3] is interessant wanneer er geen vaste volgorde is van bewerkingen, of wanneer het aantal bewerkingen verschilt per product. In deze opstelling kunnen verschillende type producten (per stuk) gemaakt worden, maar volgen ze niet allemaal dezelfde volgorde van bewerkingen. Omdat de bewerkingen niet fysiek verbonden zijn, kan de procestijd per producttype verschillen zonder dat dit direct tot ophopingen van voorraden leidt. Daarnaast kunnen producten op verschillende wijzen door productie bewegen zonder op elkaar te hoeven wachten, wanneer elke bewerking op verschillende werkstations uitgevoerd kan worden. Een voorbeeld van Job shop productie zijn klantspecifieke houten kozijnen en deuren. Producten kunnen verschillende afmeting hebben, verschillende bewerkingen, en ook verschillende procestijden. Door de functionele verdeling van afdelingen kunnen de producten onafhankelijk van elkaar bewerkt worden.
Dok-shop tot slot [illustratie 4] is voor producten die te groot zijn om te verplaatsen, of waarbij de Cyclus time zo groot is, dat het eenvoudiger en/of efficiënter is om de benodigde hulpmaterialen en vakmensen naar het product te brengen als andersom. Voorbeelden van Dok productie is een scheepswerf, waar schepen per stuk (klantspecifiek) gebouwd worden.
Illustratie 1 geeft slechts een eerste indicatie weer om de ideale lay-out voor een productielijn te kiezen. In de literatuur zijn ook andere parameters te vinden die de keuze voor een bepaalde Layout beïnvloeden. Zo beschrijven Askin en Standdridge (1993) ook de parameters Cyclus tijd en Omsteltijd, en beschrijft Nicholas (1998) Productdimensies als parameter. De tabel hieronder [tevens Illustratie 5 in de presentatie] is bevat deze beschreven parameters en een door mij toegevoegde parameter Productievolgorde, om te visualiseren voor welke proceseigenschappen elke Lay-out geschikt is:
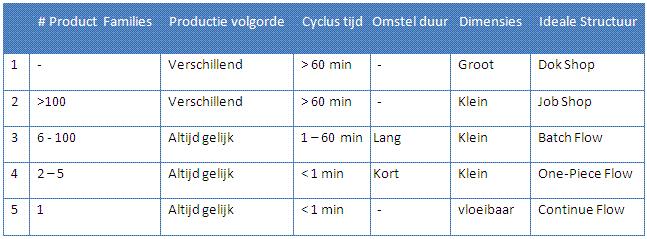
Illustratie 2: Discussietabel - wanneer gebruik ik welke Lay-out?
Bovenstaande tabel geeft een handvat om te onderzoeken welke vorm van produceren voor een bepaald productie proces handig is. Lastiger wordt het, wanneer een proces uit verschillende onderdelen bestaat waarbij wellicht verschillende soorten van de hierboven beschreven typen proces gecombineerd worden. Zo kon het proces bij mijn eerste werkgever beschreven worden in twee delen, een Continu gedeelte waarin glas tot gesmolten word en een batch + Job-shop structuur, waarin de buizen in batches al dan niet nabewerkt worden op andere werkplekken.
Net als bij andere Lean Tools is ook het doel om een One-Piece flow lijn te implementeren niet in elke situatie waarde toevoegend. In dit artikel wordt duidelijk dat er verschillende Lay-outs mogelijk zijn voor verschillende typen productieproces. Wanneer gekozen wordt voor een batch- of jobshop proces, moet ook nagedacht worden over de Pull connecties tussen de werkstations.
Dit is artikel 6/6 in de serie 'Lean Toolbox'
Ga verder naar:
De Lean Toolbox - Pull Connecties - de 3 Strategieen
BRONNEN
Askin, R. & Standridge, C.1993, Modelling and Analysis of Manufacturing Systems. New York: Wiley
Liker, J., 2004, The Toyota Way, 14 management principles from the world greates manufacturer New York: Mc-Graw Hill (samenvatting)
Nicholas, J. 1998, Competitive Manufacturing Management, New York: Mc Graw Hill.