
De PROCESCAPABILITEITSINDEX Cp is de waarde die beschrijft wat de verhouding is tussen de spreiding van het technische tolerantiegebied afhankelijk van de klantenspecificaties en de variatie van het proces. In grafische beeldvorming heeft dit te maken met de breedte van het histogram ten opzichte van de breedte van het gebied waarin de klanten eisen worden weergegeven (upper- en lower specification limit).
Figuur 1 laat een visualisatie zien van de Cp waarde. De Cp waarde beantwoord de vraag: past de auto in de garage? De auto vertegenwoordigd de spreiding van ons proces (mogelijk weergegeven in een histogram), en de garage de ruimte tussen de twee afgrenzingen van de klantspecificaties.

Figuur 1: Cp visualisatie (BRON: Panneman & Stemann, 2021)
Het woord ‘capabiliteit’ geeft al aan dat dit ermee te maken heeft om aan te geven of het proces in staat is om binnen de spreiding van klanteneisen te produceren. Deze specificatie grenzen zijn iets anders dan de control limits beschreven in de paragraaf over regelkaarten van stap 2. De specification limits zijn klant specifiek en worden door de klant aangeleverd.
De control limits van de regelkaart zijn berekende waarden aan de hand van procesvariatie. De formule om de Cp waarde te bereken is: Cp = (USL - LSL) / 6σ\ Waarin de Cp waarde de capabiliteitsindex is, de USL en LSL de upper en lower specification limits (de klantspecificaties) zijn, en de σ beschrijft de standaard deviatie van het proces.
Wanneer de auto precies zo breed is als de garage, is de Cp waarde 1. Als we naar de formule kijken betekent dit dus dat de totale range van de klant specificaties gelijk aan 6 keer de standaard deviatie van ons proces.
Wanneer de auto groter is dan de garage, is de Cp waarde >1.
Is de auto kleiner dan de garage, dan is de Cp waarde >1.
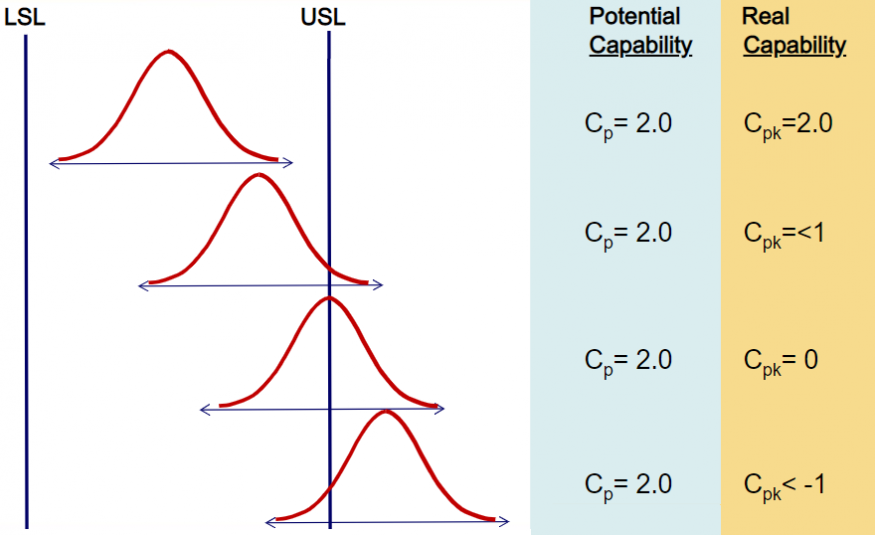
Figuur 2 laat de voorbeelden van de auto en de garage van Figuur 1 in grafiek vorm zien met hun bijbehorende Cp waarden. In de bovenste grafiek bevind de spreiding van de grafiek zich buiten de specificaties van de klant (de auto is groter dan de garage), wat een Cp <1 betekent. Dit is niet wenselijk.
In het middelste gedeelte van het plaatje bevind de spreiding van het histogram zich precies binnen de specificaties (de auto past precies in de garage), wat betekent dat Cp = 1.
De onderste lijn in de grafiek laat een spreiding van het histogram zien dat zich ruim binnen de specificaties bevind (de auto is kleiner dan de garage). Dit resulteert in een Cp van >1, en is dus iets positiefs.
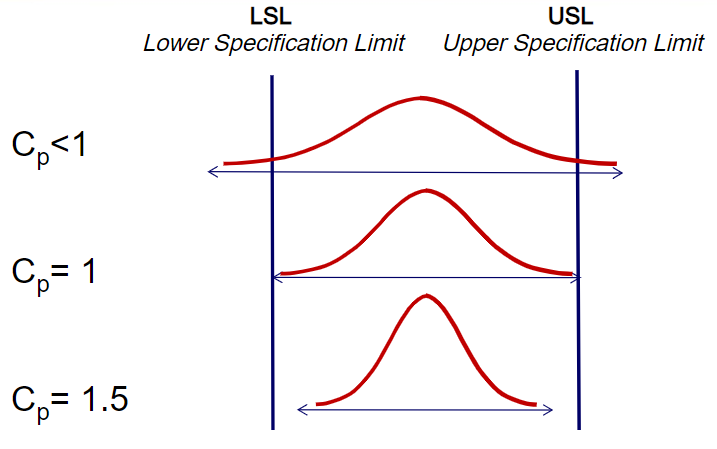
Figuur 2: Drie voorbeelden van Cp (BRON: Panneman & Stemann, 2021)
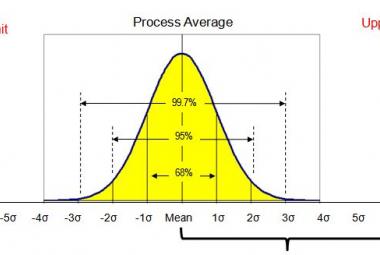
In eerdere artikelen hebben we geleerd dat een 6 sigma proces een proces is waarbij aan beide kanten van het gemiddelde de afstand tussen het gemiddelde en een grenswaarde 6 keer de standaard deviatie omvat. De spreiding van de klantspecificaties zou in dit geval dus 12 keer de standaard deviatie moeten zijn, wat wanneer we de formule volgen dus betekent dat de Cp waarde van een Six Sigma proces 2 is. Een Cp waarde moet dus minimaal 1 te zijn om te kunnen produceren binnen klantspecificaties, maar een Six Sigma proces is nog veel beter dan dat, en heeft een Cp waarde van 2 (12σ / 6σ = 2).
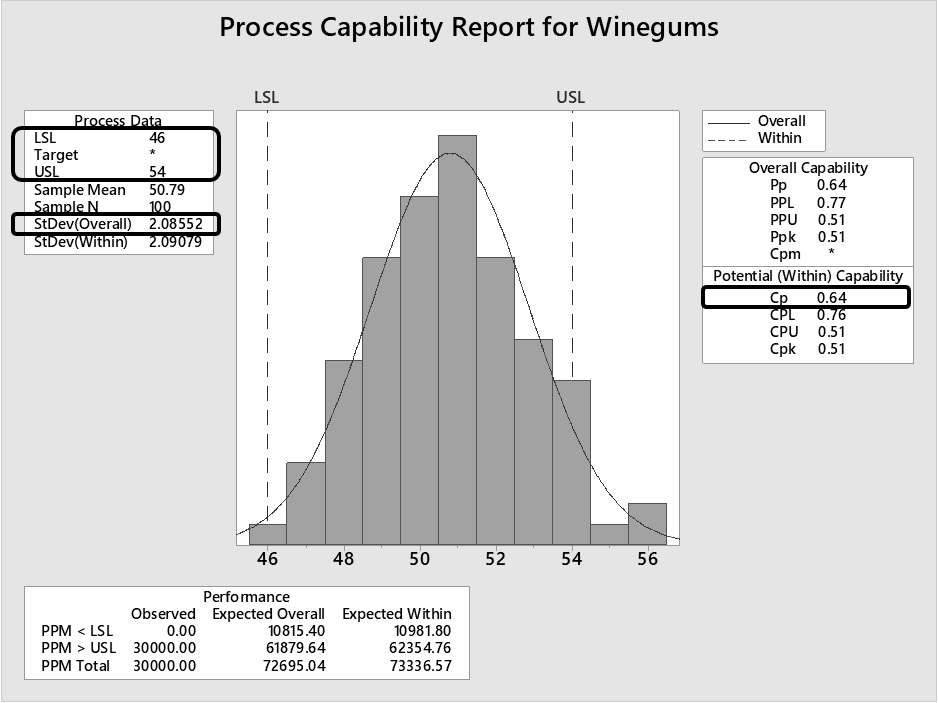
Figuur 3: Cp voorbeeld Winegums (BRON: Panneman & Stemann, 2021)
Winegum voorbeeld. We verkopen zakjes met winegums en de klant verwacht dit keer geen gemiddeld gewicht van de zak, maar een gemiddeld aantal winegums in elke verpakking. De specificatie ligt tussen de 46 en 54 stuks per zakje, en gemiddeld zouden er 50 winegums per zak snoep moeten zitten. Het project team neemt 100 samples van de lijn en maakt in Minitab een capabiliteitsanalyse. De resultaten hiervan zijn weergegeven in Figuur 37.
De waarden die we kunnen aflezen zijn onder anderen de LSL en USL, en de standaard deviatie aan de linker kant.
We kunnen de Cp waarde zelf bereken door:
(USL - LSL) / 6*StdDev
= (54-46) / 6*2.08552
= 0.64
De Cp waarde wordt ook door Minitab berekent en zien we de resultaten van de Minitab weergegeven aan de rechterkant van de grafiek in Figuur 3.
Een wenselijke Cp waarde is gelijk of groter dan 1. Aangezien het winegum proces een waarde van 0,64 heeft, is verbetering wenselijk. We kunnen ook in de grafiek aflezen dat er alleen zakken zijn met meer het gewenste aantal winegums, wat betekent dat we structureel te veel in een zakje verpakken.
Het doel van de capabiliteitsindex Cp is om even groot of kleiner dan de spreiding van de klanteneisen te zijn. Deze waarde zegt alleen wat over de spreiding van het proces dat we hebben, van de breedte van het histogram. Een Cp welke groter is dan 1 betekent niet automatisch dat we geen uitval produceren. Hiervoor hebben we de combinatie met de Cpk nodig
Ga verder naar:
Green Belt DMAIC - Capabilityanalyse Cpk
BRON:
Panneman, T., Stemann, D., 2021, Six Sigma DMAIC - Een 8 Stappen in 5 Fasen Methode voor jouw Green Belt Project, Dublin: MudaMasters (samenvatting / bestel dit boek)