Kanban is a Japanese term that can be translated into ´Visual signal´ and is used to visualize production and transport signals in a process. Complex computerized systems are no longer necessary when standard parts can automatically be replenished using this simple card system.
This article describes what Kanban is using the 6 golden rules, gives two examples of a Kanban system and how to calculate the number of necessary Kanban’s.
Kanban is used WHEN a pull-connection between two process steps is chosen to be a supermarket. The upstream processes which replenish the supermarket have to know what product need to be produced. The Kanban signal provides this information.
As a pull connection, both One piece flow as well as First-In-First-out (FIFO) are more desirable than the supermarket because they do not need a separate signal to know what to replenish.
A Kanban system is a pull system, and therefore a lean system, but the goal of the Kanban is to eliminate the Kanban (Rother, 2010) which means the supermarket is transformed into a FIFO lane or a One Piece Flow line.
WHAT IS A KANBAN? The Kanban (card) system can be explained best using the 6 golden rules:
- The downstream process only takes products out of the supermarket which are used immediately. In a two-card-system (see below), material can only be collected with a Kanban card.
- The upstream process produces the exact amount of products listed on the Kanban card. Nothing is produced without a card.
- The Kanban signal always stays with the product. As soon as there is material without a Kanban, or a Kanban without material, a problem has occurred.
- Defects won´t be transported downstream, which means all workstations have their own quality check.
- Kanban is can be used when volumes vary about 10% max.
- The number of Kanban cards represents the amount of inventory, hence waste (muda), in a process. The number of cards should therefore continuously be reduced.
The simplest Kanban systems are the so called ONE CARD KANBAN SYSTEMS. These are systems in which only production signals are visualized using visual cards. The supermarket is usually located right in front of the workstation who claims most material (which means there is no need for a transport Kanban). The signal can be an actual card or a plastic bin.
The Kanban card contains information about what product needs to be produced, in what quantity, for what supermarket, the code number etc. (see illustration 1, left). This type of Kanban can be valuable in processes in which multiple modules can be used for a certain product family. The downstream machine takes whatever module it needs from the supermarket, and the upstream machine will produce accordingly. A card can be used for any number of products, per piece or for batches.
The 2-bin system is an example of Kanban in which the Kanban cards are integrated with the transport material. Instead of a plastic card with the necessary replenishment information, a small container (=bin) is used on which the info is printed. Every part has two designated containers and as soon as one of them is empty, it is put on a cart or the top of a rack to visualize that it needs replenishment (see illustration 1, right). This type of system can be used for small materials which are used at multiple workstations, such as bolts and screws.

Illustration 1: Example of a Kanban card (left) and of a 2-bin system (right)
In a TWO CARD SYSTEM, the signals not only represent production-, but also separate transport signals. Two examples of a situation in which a two card system can be used are when the physical distance between the supermarket and the workstation is relatively large, or when multiple workstations are fed with the same supermarket. In these cases, a transport card is used to instruct how many pieces are taken from the supermarket, and another card will represent a production signal to replenish the supermarket with a possible different number of products (see illustration 2, left).
Another two examples of two card system situations are when the supermarket is located in a cross-dock warehouse or at an external supplier. In these cases, the transport signal will be sent to the external location, after which the third party can start their local signaling standard for replenishment (see illustration 2, right). By managing the transport signals separately, not only internal inventory is visualized, but also the inventory which is still in the pipe-line.
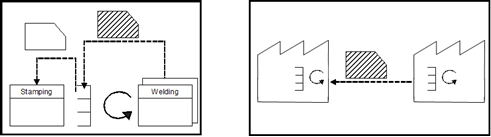
Illustration 2: Transport from workstation to Supermarket (left) and from supermarket to supplier (right)
To CALCULATE THE NUMBER OF KANBAN, the replenishment time and the number of items per batch are leading:
( Daily Demand * Leadtime (in days) * Safety Buffer ) / # per Kanban
The more deliveries, the smaller the buffer and thus the lesser Kanbans are necessary.
Kanban is a visual pull system, used to replenish supermarkets and make sure the maximum amount of inventory in both the supermarket as well as the supply chain is kept. Since nothing is produced or even moved without a Kanban system, overproduction, the mother of all wastes, can be avoided.
Continue to:
SOURCES:
Rother, M., 2010. Toyota Kata: Managing people for Improvement, Adaptiveness and Superior Results, New York: Mc-Graw Hill (summary)