One-piece flow means products flow form workstation to workstation without waiting and is therefore the most desirable of the three different Pull connections. To facilitate production without waiting, the maximum number of products waiting between two workstations is 1. This maximum means that the upstream workstation is only allowed to start working on the next product when the slot behind it is empty.
The work cell is a way of organizing a flow between workstations and, according to Liker (2004) the only way or production in which all 8 wastes are reduced.
This article describes the advantages of One Piece Flow, the principle of work cells and when one piece flow can be implemented.
ADVANTAGES OF ONE PIECE FLOW can be described based on the following Key Performance Indicators (KPI´s).
Safety improves, because smaller amounts of product are moved at a time, which improves ergonomic conditions. Also, when batches are so small that fork lifters can be eliminated, chances for accidents reduce as well.
Quality increases, because the smaller a production batch is, the smaller the possible quantity of contaminated product is when a defect is found. With the waiting time between to workstations reduced to zero, defects are found almost instantly.
Lead times improve, because reducing inventory reduces waiting time and therefore lead times.
Costs reduce, because reducing inventory improves accountancy measures like Cost of Working Capital and Turn around ratio.
Flexibility improves, because the ability to respond to changes in customer demand depends on the Lead time. The lower the lead time is, the more flexible the factory becomes. Also, when a work cell is introduced, the Cycle times can be adjusted according to the variation in demand, by adding or removing workers from the cell, leading to more flexibility.
Productivity increases, because employees spent less time look for and transporting products, which leaves more time available for value adding work.
Less Space is necessary when inventories are reduced, which means more workstations or cells can be put in one hall, which reduces more transportation meters and time between workstations.
Finally, people´s morals improve, because employees gain faster feedback over the product they have just been working on. Working in a work cell also increases the need for cross-training employees within and between the cells and therefor more growth opportunities for employees.
The WORK CELL is the common way of implementing one piece flow. Workstations are moved close to each other to minimize transport between them. When the cell is U-shaped, the operator movements are minimized as well. The workcell can then also be called U-cell.
The focus of the work cell is the flow of Product and the people organize themselves according to customer demand, by changing the way the work content is divided. Illustration 1 shows a work cell with both one (on the left) and two operators (on the right). The green arrows visualize the flow or product in the cell, the black arrows the operator(s) movements within the cell.
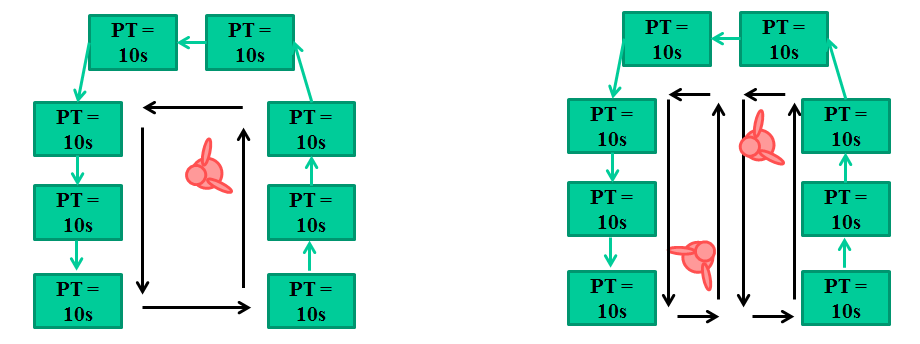
Illustration 1: U-cell with 1 operator (left) and 2 operators (right)
The number of persons within the cell determines the amount of Work in Process (WIP) within the cell, as well as cycle time (the interval in which products come out of the cell). In the left example of illustration 1, one person performs all 8 tasks of 10 second each, which results in one product being delivered every 80 seconds. Since only one person is working there, WIP is one.
Process time1p = 8 x 10 = 80s
Cycle time1p = 8 x 10 = 80s
WIP1p = 1 pcs
When a second person is added to the cell, as shown on the right, the process time stays the same, because a product still needs 8*10 seconds. The cycle time is cut in half, because two people are now dividing the work content, and the WIP increases to 2 because both operators are working on one piece at a time.
Process time2p = 8 x 10 = 80s
Cycle time2p = 4 x 10 = 40s
WIP2p = 2 pcs
In complex environments in which customer demand varies and multiple production lines are available for different product families, the work cell principle can be used to change the cycle times to respond to these changes of demand, simply by adding and removing people from work cells. In the example of illustration one, the cycle time can vary from 10 seconds with 8 persons to 80 seconds with one person.
Whether or not work cells can be implemented within two or more workstations depends on the type of process. According to Askin and Standdridge (1993), only single piece production lines and batch production lines are suitable for work cell implementation. In these cases, cycle times are maximum 60 minutes and product dimensions relatively small to be able to move the product easily by hand (more information can be found in the article about the choice of Production Layout).
A certain level of Process reliability is required within the work cells, because the entire work cell stops producing when an error occurs. (Also see the article on the 3 different types of Pull connections).
Implementing one piece flow is the first option in improving the connections in Future State Value Stream Mapping. When this is not an option, FIFO lanes and then a supermarket are options to consider.
Continue to:
Lean Toolbox – First-In-First-Out (FIFO)
Thw following 5 minute video from The Lean Workshop,
explains in more detail why Lead times are shortened by implementing One Piece Flow:
One piece flow does not only apply to Manufacturing. Here is an interesting 6 minute video from DPTNHS,
about applying the one piece flow principle in Healtcare.
SOURCES:
Askin, R. & Standridge, C.1993, Modelling and Analysis of Manufacturing Systems. New York: Wiley
Liker, J., 2004, The Toyota Way – 14 Management Principles From The world's Greatest Manufacturer, New York: McGraw Hill. (summary)
Nicholas, J. & Soni, A. 2006, The portal to Lean Production, Principles and Practices doing More with Less, New york: Auwerbach Publications.