‘Lean for the process industries’ by King (2009) is structured in four parts. It starts with general Lean theory and introduction of wastes in the first part and how to address and ‘see’ wastes in the second. The third part then describes general Lean tools that need little adjustments when used in the process industries, while the fourth and largest part describes tools that need a different approach in process industries.
I my opinion, the first part should be mandatory literature for all students who participate in educational programs where Lean manufacturing is a common topic. The Toyota Production System House and a clear overview of 14 different lean tools provide an excellent introduction to what the lean philosophy is all about. Because King introduces the different tools shortly, without elaborating on complex theories and exceptions, the first part of this book is also useful for all managers who work in a company where the lean tools are used, to understand the ‘big picture’ of lean and familiarize with definitions and terms. Finally this book is most interesting for managers who work in a process industry plant.
The third and fourth part of the book describe the use of lean tools in the process industry specifically. Where managers tend to think Lean tools are not applicable in their specific industry, King explains how the use of tools with a (slightly) different approach can still be valuable. In this article I will mostly focus on the latter two parts, to gain more insight in using Lean Principles in the process industries.
In the first part of his book, King introduces general theory in Lean manufacturing, using the Toyota Production System House and 14 lean tools connected to that system. Value Stream Mapping (VSM) and Cellular manufacturing are two of them. King also describes the differences between assembly and process industries. Process industries are among other things known for their hidden inventories and machines that are difficult to move because of their size and things like pipes connecting to them. Thirdly, king introduces the 7 wastes introduced by Ohno (1988) which can also be used as key performance indicators in process enhancement projects.
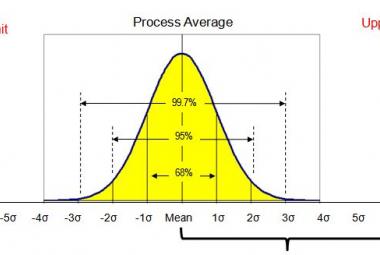
The second part of the book is focused on how to visualize different wastes and the bottleneck machines. In assembly operations, inventories and processing times are often easy to “see” because the products often can be identified while they move through the factory. Since process industries are known for their large tanks and units which cannot easily be distinguished, the Value Stream Mapping tool (VSM) can provide insight in the production process. Three components can be described within VSM: the material flow, the information flow and the time line. By building data boxes for each operating machine with parameters such as reliability, takt, availability and set-up time, managers gain insight in the way the machine is used in the production process and identify wastes described earlier. Analyzing the VSM can lead to finding root causes of wastes and finding non-value adding activities.
The third part of the book describes lean tools that need little adjustments to the process industries.
First, Total productive maintenance is described. Where traditionally excess capacity is used to find time to be able to focus on preventative maintenance, in process industries focus is put on reliability of the machines because of the relatively high price of machinery.
Second, SMED can be used in the process industry not only to reduce set-up times, but also to facilitate the preventative maintenance. Visual management is a third aspect. Using the 5S model to keep shop floor clean, and visual management as communication between operators and teams, problems become visible and as a result the time needed for operators to talk each other through a change of shift is reduced. Fourth, Kaizen events are discussed. Compared to assembly industries, the planning of kaizen events in process industries is more complex because the inventories are difficult to analyze and cleaning & contamination of tanks play an important role.
The fourth part is most valuable for managers in the process industry, since lean tools are discussed in more detail. King identifies the difference of process industries where bottlenecks may vary for different products or over time. He also describes the use of Virtual Work Cell Design since moving machines in the process industries is often difficult. For scheduling and sequencing in the process industry, the use of a production wheel is introduced. With this production wheel, plans for individual machines can be automatically generated using a standard cycle of producing different products, or even a combination of cycles. The design of the wheel is dependent on the Economic Order Quantity and demand variability. The use of ConWip in process plants is discussed opposed to traditional Kanban systems, to implement pull production but prevent enormous amount of cards needed to pull orders. Postponement strategies are also shortly addressed, as are the importance of leadership and the supermarket design where the pull strategy has its roots.
In an environment where many different products are made like at the glass factory where I work, scheduling becomes extremely complex. Here, there are two operations which can be defined as system constraints, melting the sand into tubes and baking (part of) them. The melting operation has a set-up time of 12 hours between types of glass, while the baking-ovens have a cycle time varying between 8 to 60 hours, without a connection to the glass type. Hundreds of combinations between glass type and baking type are possible, making it very complex to plan production orders in the factory. Up to the point where the glass tubes exit the ovens, the process is considered Push production. From there until packaging the individual orders is considered Pull production.
Popular literature on production planning describes the difference between Push and Pull, like King does. The Push strategy is based on statistics. The demand of the past is used to plan the future production, keeping in mind the high set-up times for machines (Swann 1986). Resources are unlimited in this approach and inventories can rise at a plant with high product variation like at Philips Winschoten.
The most common example for pull production is Just-In-Time production, described by Ohno (1988). Ohno suggests planning on the bottleneck machine which is usually defined as the machine with the highest processing time (Nicholas, 1998). In this method, safety stocks can be placed anywhere in the process but are minimized with the use of Kanban cards (Plenert and Best, 1986). The theory of constraints (TOC) is a second pull production method where inventory is only allowed in front of the bottleneck machine (Goldratt, 1984). Waiting times can vary in this approach, because prioritizing of orders is allowed (Swan, 1986).
The three methods describe ways of guiding orders through the production environment at general level, pushing large batches to reduce set-up times, or pulling small batches to minimize inventories. This can be done both at plant level or supply chain level. At individual machine level, no planning tools are proposed by the writers. King’s Product wheel fills this gap in literature. At complex processes, different production wheels can be defined for different operations. In the case of Philips, the individual planning for melting-ovens can be created using a multiple product wheels based on set-up times for different glass-types, while the product wheels for the baking-ovens can be based on the different processing-times for each different product.
In contrary to planning on one machine, both system constraints (high stoking variability and high Set-up times) will therefore be included in production planning. Another advantage of the product wheel is that the same principle can be used in different ways, keeping the product wheel as standard planning and visualization tool in both the Push- and the Pull side of the process.
In my personal experience I encounter hundreds of theories which explain and solve the even more problems which can exist in a production environment. It is therefore I hold on to strict definitions and the distinction of different definitions, to minimize confusion. Comparing King’s description of Bottlenecks to other literature lead to some what I personally call ‘definition-problems’: the definition of Bottleneck and the definition of system constraints.
King first defines the bottleneck as “any resource whose capacity is less than or equal to the planned throughput (…).” Within process industries King describes the possibility of covert bottlenecks, meaning different production cycles result in different production bottlenecks of which the Philips quarts glass production described earlier is one example. When the bottleneck is defined, King recommends using Goldratt’s Theory of Constraints to manage it.
According to King’s definition of bottleneck, a bottleneck would only exist when capacity is too little to meet demand. Buying a second machine for instance could increase capacity in a process industry easily, thereby solving the shortcoming of the bottleneck. However, what would happen if every batch is forced to be made on one machine only? Inventory would still pile up in front of these machines.
The problem is not just the capacity of the machine, but the underlying production rate, or processing time (Hopp and Spearman, 2000). It is therefore that I prefer a different definition of bottleneck, which is the one from Nicholas (1998) where the slowest machine in the production line is defined as bottleneck operation. Building on this definition of Hopp and Spearman (2000) the problem can be reversed: what if multiple machines can be used to work on one production batch? The speed of the machine does not change, while the time it takes to produce one batch does. This is what Goldratt describes in his Theory of Constraints (1984).
There are other possible constraints in a system which are not related to capacity or production speed. These non-speed related problems are defined as system constraints (Goldratt, 1984).
Although the Theory of Constraints can be used within the production environment by defining the bottleneck and system constraint as being the same thing, the TOC has more potential (Nicholas, 1998). To conclude, I personally prefer to use both bottleneck and system constraint in my work. Where the effort is put on maximizing the throughput of the bottleneck operations (both melting-oven and baking oven) while improving the system constraints with Kaizen events.
Continue to:
Performance Behavior - N.W.C. Webers (summary)
References
Hopp W.J. & Spearman, M.L., 2000: 340-341, Factory Physics, sec. edit, New York: Mc Graw Hill. Nicholas, J. 1998, Competitive Manufacturing Management, New York: Mc Graw Hill. (order this book)
Ohno, T, 1988, Toyota Production System: Beyond Large Scale Production, Cambridge, MA: Productivity press. (order this book)
Goldratt, E.M. and Cox, J., 1984. The Goal. Croton-on-Hudson, NY: North River Press. (samenvatting / order this book)
King, P, 2009, Lean for the Process Industries: Dealing with Complexity, CRC Press. (order this book)
Plenert, G. and Best, T., 1986. MRP, JIT and OPT: what’s best? Production and Inventory Management Journal, 27 (2), 22–28.
Swann, D., 1986. Using MRP for optimised schedules (emulating OPT). Production and Inventory Management Journal, 27 (2), 30–37.