The lean strategy focusses on creating flow of products and services in Value Stream. Flowing products means that they are constantly being worked on, without waiting times.
Waiting times traditionally cover 55-99% of the total order Lead time (Shingo, 1989) and are the result of inventories which can be found in raw materials (before production), Work in Process (in production) and as Finished goods (after production).
The First-In-First-Out (FIFO) principles after One Piece flow the most desirable inventory strategy, to keep inventories as small as possible and therefore waiting times as short as possible. This article describes when to use FIFO, how the number of slots can be calculated and four examples of the FIFO principle in praxis.
A FIFO LANE is a controlled inventory point between two process steps, which has a maximum number of products in it (1) and a fixed sequence in which products are taken out of the inventory (2) (Rother & Shook, 1999).
The predetermined maximum means that upstream machines stop production when there the maximum is reached. This way, overproduction (the mother of all 8 wastes) is prevented.
The fixed sequence prevents orders from overtaking one another during production, which minimizes variation (mura) in lead times. The production sequence in FIFO is, like the name suggests, determined by the sequence in which the parts are put in the FIFO lane. The longest waiting part will always be worked on next.
WHEN one piece flow is not an option, FIFO might be the right pull connection. In the following situations, FIFO could be used:
- When B has longer change-over times than A. the FIFO prevents A from waiting when B is working on a change over.
- When B is a bottleneck machine. The FIFO prevents B from idling when A has a change over or a breakdown.
- When the physical distance between A and B is relatively large, in which case Transport might be done in batches.
- In Mixed Model environments where cycle times vary on B. The FIFO prevents idling time on machine A when B is working on products with longer cycle times.
THE SIZE OF THE FIFO can be calculated using the time which needs to be buffered in each of the above situations.
- For long change over times on machine B, the total time for change overs is leading:
Number of positions = ((Total Change over Time machine B / Takt) - For situations in which B is a Bottleneck machine, the Mean time to Repair (MTTR) is also taken into account:
Number of positions = ((Total change over time machine A / Takt) + (MTTRA / Takt ) - When the distance between A and B is relatively long, the interval of delivery is leading:
Number of positions = (Delivery interval / Takt) - In mixed model environment, the buffer needs to compensate for sum of cycle times above takt:
Number of positions = (sum of cycle times above takt) / takt)
What does a FIFO look like in praxis? The remaining part of this article describes four examples of FIFO: the conveyor belt (1), the one way street (2), using cones (3) and time registration (4).

Illustration 1: FIFO as conveyor belt for one product (left) or multiple products (right)
FIFO AS CONVEYOR BELT (illustration 1) or a sloping rack on which crates with products are automatically roll forwards are the most simple forms to implement the FIFO principle. The length of the belt determines the maximum of products in the FIFO and sequence is automatically kept because the products move automatically when a product is taken of the belt.
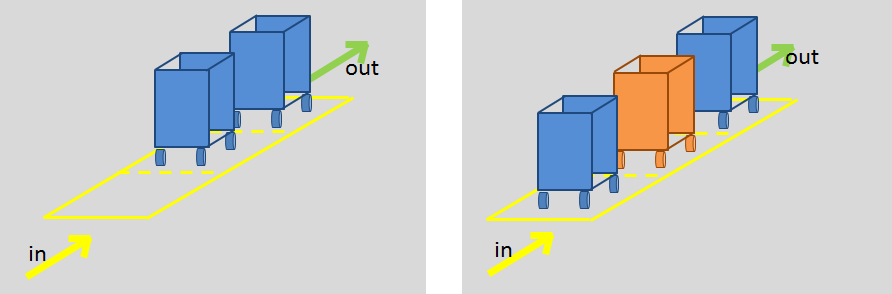
Illustration 2: FIFO as one way street with one product (left) and multiple products (right)
FIFO AS ONE-WAY STREET (illustration 2) shows a FIFO concept for products who do not fit on a belt or in crates. Carts can be put in marked areas on the shop-floor with an in- and output side. There are even ways of putting metal rails on the floor to make sure sequence is kept and make it impossible to take a cart out backwards.
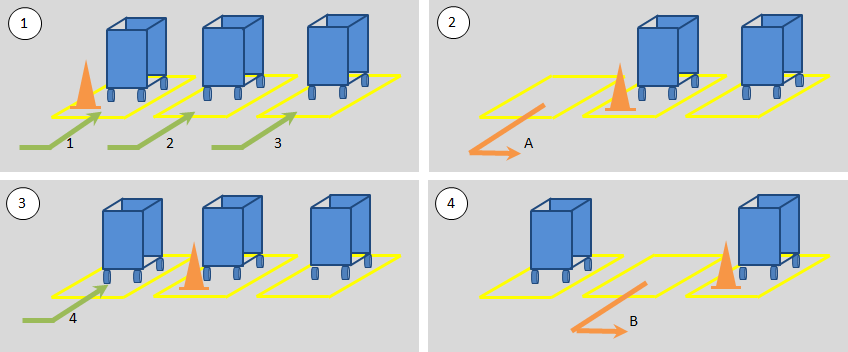
Illustration 3:a FIFO system with Cones
A little more complicated is the USE OF CONES (illustration 3) to determine which order or cart is to be worked on next. This can be used in situations where orders do not fit on one rack or cart, when the carts cannot simply be pushed into a next position or when the products are too fragile to be pushed and bumped by other carts. This system requires more employee discipline, because the system can be ignored relatively easy.
The cone system works as follows: carts are positioned from left to right and the cone shows the ´oldest´ cart, which means it is the first cart to be taken out of the FIFO by the downstream station. When the oldest cart is taken out, the employee moves the cone one position to the right, the new ´oldest´ cart. The upstream workstation can now start producing a new cart of products for the empty slot in the lane.
A fourth example of FIFO system is to use TIME REGISTRATION on the products. When cycle times are relatively high, an employee can log the date and time as soon as a cart is put in the FIFO lane. One way of visualizing this system is to use digital clocks, where the clock starts counting as soon as a product is put in the slot. A second possibility is to use whiteboard stickers and markers to literally write down the times on the carts. Both these systems, the downstream employee can look at the times and decide which order to take next.
Implementing FIFO is not always easy and can, especially using cones or time registration, require some discipline. Keeping the sequence of orders is important to reduce variation (mura) between order lead-times and minimize the possible number defects when a defect is found.
Only when the concept of fixed sequence cannot be kept, a supermarket should be implemented, possibly with Kanban as signaling tool.
continue to:
Lean Toolbox - the Supermarket
SOURCES:
Rother, M., Shook, J., 1999, Learning To See - Value Stream Mapping to Create Value and Eliminate Muda, Brookline, Massachusetts: Lean Enterprise Institute (summary)
Shingo, S., 1989, A Study of the Toyota Production System from engineering Viewpoint, New York (USA): Productivity Press