Value Stream Mapping (VSM) is een tool die gebruikt wordt om materiaal- en informatie Processen in kaart te brengen. Databoxen maken het mogelijk om informatie over elke processtap weer te geven op de VSM, zoals omsteltijden, cyclustijden en machine beschikbaarheid, waardoor de VSM niet alleen interessant is om een proces visueel weer te geven, maar ook gebruikt kan worden om een proces te verbeteren, te herontwerpen (Panneman, 2017). In Lean initiatieven wordt eerst een Current-state VSM gemaakt, wat in dit artikel beschreven wordt, en daarna een Future state VSM, wat beschreven wordt in het artikel: 8 Steps of Future State VSM).
Om verschillende symbolen van VSM te leren kennen en te weten wanneer welke gebruikt worden, wordt in dit artikel een voorbeeld proces beschreven: een productielijn van aanstekers, beschreven in het boek Lean Transformations.
In de onderstaande sheets worden de verschillende stappen van het tekenen van een VSM visueel weergegeven. Als eerste wordt de Product flow getekend, gevolgd door de Informatie flow.
De eerste stap in Value Stream Mapping is het tekenen van de verschillende PROCES BOXEN. Men begint altijd aan de klantzijde van de Value Stream (VS), aan het einde, en eindigt aan het begin van de VS, de leveranciers. Er zijn verschillende soorten processen te onderscheiden die elk een ander symbool hebben en alleen in illustratie 1 worden weergegeven.
Reguliere processtappen zijn processtappen waarbij één werkstation, één productiestap uitvoert per één product. In het aansteker voorbeeld is dit de laatste productiestap: het vullen van de aanstekers met gas. Deze reguliere processtap wordt weergegeven met een vierkante box met de naam van de processtap erin.
One Piece Flow is de term voor deelprocessen waarbij verschillende bewerkingen op één product achter elkaar worden uitgevoerd, zonder dat er zich voorraden tussen de processtappen bevinden. In het aansteker voorbeeld omvat het proces ´assemblage´ 5 verschillende processtappen die achter elkaar worden uitgevoerd, namelijk het assembleren van de verschillende onderdelen aan de boven en onderkant van de plastic huls. Het symbool voor de One Piece Flow cel beschrijft een reguliere proces box, maar dan met ´omgekeerde U´ erin getekend.
Een Batch proces is een derde vorm van proces, waarbij verschillende producten tegelijkertijd bewerkt worden. In het aansteker voorbeeld is dat het logo-printen. De aanstekers worden verzameld in veelvouden van 10 en per 10 beschilderd met een klant specifiek logo. Om aan te geven dat het proces in de VSM een Batch proces is, wordt er een driehoek toegevoegd aan het symbool.
Een vierde type proces box is een parallel proces, waarbij één processtap per één product wordt uitgevoerd net als bij de reguliere processtap, maar dan met verschillende machines gelijktijdig. In het voorbeeld van de aanstekers is het spuiten van witte hulzen in een bepaalde kleur een parallel proces wat in de VSM wordt aangegeven met een tweede box achter de reguliere proces-box.
Dan is er de Shared Resource, wat een processtap is welke niet alleen voor de Value Stream gebruikt worden die op dit moment getekend wordt. In het aansteker voorbeeld is de meest linkse processtap, het produceren van witte hulzen. Deze machine wordt echter ook gebruikt om plastic pennen te maken en is dus niet alleen voor de Value Stream ´aanstekers´ beschikbaar. Het VSM symbool van een shared resource heeft een geruit raster in de proces-box.
Tot slot de Rework processen. Dit zijn de correctiestappen die uitgevoerd moeten worden wanneer er defecten optreden in het proces. Of deze stappen meegenomen worden in de VSM is afhankelijk van het aantal defecten en de tijd die het kost om de fouten te herstellen.
|
In de volgende boeken |
 |
 |
 |
De tweede stap in Value Stream Mapping is het tekenen van de DATA BOXES waarin data word verzameld welke van belang kunnen zijn voor het herontwerpen van het proces. Alles wat interessant gevonden wordt, kan hierin geschreven worden. De meest gebruikte zijn de volgende:
Proces tijd, de tijd dat een product zich in een processtap bevindt. Dit kan gemeten worden via het rode-stip-principe, waarbij een product bij de ingang van de werkplek wordt gemerkt met een rode stip, en de tijd gemeten wordt tot het product aan de andere kant de werkplek verlaat.
Cyclustijd, de tijd tussen twee producten die uit een processtap komen. Voor OPF en Reguliere processen is de Cyclustijd gelijk aan de procestijd. Bij Batch- en parallelle processen is de cyclustijd korter dan de Procestijd, omdat verschillende producten tegelijkertijd bewerkt worden. Bij Shared resources is de cyclustijd langer dan de procestijd, omdat de machine niet continue voor de bepaalde Value Stream beschikbaar is.
Uptime is de tijd dat een machine goede producten produceert.
Beschikbaarheid geeft aan welk percentage van de totale tijd de machine voor onze Value Stream beschikbaar is.
Omsteltijd geeft aan wat de gemiddelde omsteltijd is om te wisselen tussen producten in onze Product familie (bijvoorbeeld verschillende kleuren aanstekers, of aanstekers met verschillende grootte huls).
Batch kan aangeven hoeveel producten gelijktijdig bewerkt worden, en
EPEI (Every Product Every Interval) geeft het interval aan van de machine, waarin alle verschillende producten in de productfamilie geproduceerd worden.
Stap drie in het tekenen van de Current state VSM is het tekenen van de VOORRADEN of CONNECTIES tussen de processtappen. Er zijn 3 verschillende mogelijkheden, die allen in illustratie 3 zijn weergeven.
Push (ongestructureerde) Voorraden, zijn voorraden zonder maximum en zonder vaste volgorde en daarmee de slechtste optie voor processen. In het aansteker voorbeeld is dit de voorraad tussen de shared resource (produceren van hulzen) en het verven van de aanstekers. Zodra de (dure machine) beschikbaar is voor onze Value Stream, worden er zoveel mogelijk aansteker-hulzen gemaakt, zonder te kijken wat er downstream daadwerkelijk gebruikt wordt. Deze ongestructureerde voorraad wordt weergeven met een driehoek met de ´I´ van ´Inventory´ daarin geschreven.
De Supermarkt is een voorraad type waarbij een maximum aantal producten per deelproduct is gesteld. In het aansteker voorbeeld bevindt zich een voorraad tussen het verven van de kleuren en het maken van het logo op de aanstekers. In de supermarkt bevinden zich verschillende kleuren hulzen, die alleen aangevuld worden door de verf machine wanneer er daadwerkelijk producten gebruikt zijn door het print proces. Omdat de verf (upstream) machine alleen mag produceren wanneer het print werkstation (downstream machine) producten uit de supermarkt heeft gehaald, is een supermarkt een pull systeem.
De derde mogelijkheid is een FIFO straat (First In First Out), wat betekent dat de voorraad niet alleen een maximum aantal producten kent, maar ook de volgorde waarin producten eruit gehaald worden vast staat, namelijk gelijk aan de volgorde waarin ze in de FIFO terecht komen. In het aansteker voorbeeld bevinden zich twee FIFO straten, na het logo printen en na de assemblage.
FIFO is een pull systeem omdat de upstream machine alleen produceren kan wanneer er in de FIFO een plaats vrijgekomen is. FIFO heeft de voorkeur over een supermarkt omdat naast het maximum aantal producten ook de volgorde vast gelegd is, waardoor de variatie in doorlooptijden kleiner wordt.
Stap vier beschrijft het verbinden van het interne proces aan KLANTEN EN LEVERANCIERS.
Klanten kunnen op twee manieren worden verbonden, afhankelijk van de Finished Goods Strategy. Bij een direct shipping strategie worden geproduceerde product en direct naar de klant getransporteerd. Bij een Made-to-stock strategie verzamelen alle producten zich in een supermarkt aan het einde van het productieproces, waarvandaan naar klanten geleverd wordt.
De Leveranciers leveren meestal in ongestructureerde voorraden of Supermarken. In illustratie 4 worden de verbindingen met klanten en leveranciers toegevoegd aan de Value Stream Map voor het Aansteker voorbeeld.
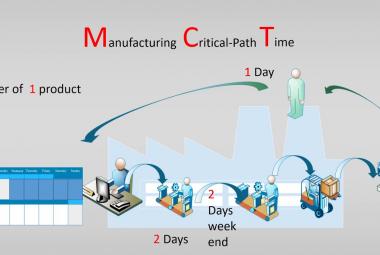
In de vijfde stap wordt de LEAD TIME LADDER aan de onderkant van de VSM getekend, waarin de proces- en wachttijden worden weergegeven en bij elkaar worden opgeteld om de totale Productie Doorlooptijd van de VSM te berekenen.
Procestijden worden onder elke proces box geschreven, omdat het aangeeft hoelang een product zich in de processtappen bevind.
Wachttijden worden onder de voorraden, de connecties tussen de processtappen geschreven. Deze wachttijd wordt berekend aan de hand van het aantal producten in de voorraad vermenigvuldigd met de Takttijd van de Value Stream. In het Aansteker voorbeeld is de Takt, het interval waarop de klant producten vraagt, 10 seconden. Wanneer we de voorraad voor de processtap verven bekijken, bevinden zich daar 10.000 producten. Aangezien de klant 1 product per 10 seconden vraagt, bevat deze voorraad voor 10 x 10.000 = 100.000 seconden producten, 1,15 dagen aan wachttijd.
Tot slot kan de Productie doorlooptijd berekend worden door alle proces- en wachttijden bij elkaar op te tellen. In het aansteker voorbeeld is de totale productie doorlooptijd 248.130 seconden, 2,87 dagen. Interessant is, dat slechts 130 seconden hiervan (0,5%) procestijd is. De andere 99,5% zijn de wachttijden waarin producten wachten om verder bewerkt te worden.
Na de materiaal flow beschrijft stap 6 het tekenen van de INFORMATIEFLOW. Deze flow van informatie laat zien hoe de verschillende productiestappen aangestuurd worden. Illustratie 6 laat de meest gebruikte informatie symbolen zien.
Met pijlen kan worden weergegeven welke werkstations een signaal ontvangen. Het is niet ongewoon dat meer dan één werkstation een signaal ontvangt. In een Lean Value Stream wordt het signaal naar 1 werkstation gestuurd, welke dan de ´pacemaker´ genoemd wordt, waarna alle andere werkstations automatisch weten wat ze moeten produceren. In het voorbeeld van de aanstekers is er slechts 1 signaal nodig om productie aan te sturen, namelijk bij het station ´painting´. De werkstations die na een FIFO straat komen zullen altijd aan de volgende wachtende order in de FIFO straat werken. Het werkstation voor de Supermarkt zal maken wat uit de supermarkt gehaald is en heeft daarom ook geen eigen signaal nodig.
Een Kanban signaal kan gebruikt worden om de werkstations stroomopwaarts te informeren over welke producten er uit de supermarkt gehaald zijn. Door middel van kaartjes of plastic bakjes kan visueel worden gemaakt wanneer er nieuwe producten geproduceerd moeten worden om de supermarkt aan te vullen.
Een derde veel gebruikt symbool is die van Productnivellering, of Heijunka, waarbij producten binnen de productfamilie niet volledig op klankenorder volgorde worden geproduceerd, maar worden ingepland in voor elk producttype ingeplande capaciteitslots. Dit wordt aangegeven door middel van een vierkant met XOXO erin.
Over het algemeen zijn er geen vaste regels in Value Stream Mapping. Wanneer een bepaalde situatie niet kan worden vastgelegd met de hierboven beschreven symbolen is het altijd mogelijk om nieuwe symbolen te bedenken om een situatie duidelijk te maken. Het doel van de Value Stream Map is om van het huidige proces te leren om vervolgens de Future State VSM te ontwerpen, zoals beschreven door Rother & Shook. De hoeveelheid details en data er daarvoor in een specifieke situatie nodig zijn is afhankelijk van de situatie.
Dit is een artikel in de serie ´Lean Toolbox´
Ga verder naar:
Lean Toolbox - Future State Value Stream Mapping (8 stappen)
BRONNEN:
Duggan, K.J, 2002, Creating Mixed Model Value Streams - Practical Lean Techniques for Building to Demand, USA: CRC press. (samenvatting / bestel dit boek)
Panneman, T, 2017, Lean Transformations - when and how to climb the four steps of Lean maturity, Maarssen (NL): panview (samevatting / bestel dit boek)
Rother, M., Shook, J., 1999, Learning To See - Value Stream Mapping to Create Value and Eliminate Muda, Brookline, Massachusetts: Lean Enterprise Institute (samenvatting / bestel dit boek)

De volgende 2 minuten, Engelstalige video van Lean Lab,
geeft nog 7 tips om Value Stream mapping een succes te maken: