One of the most difficult discussions that an organization has is: how do we measure performance of a line, a department or a site? Especially when we want to measure whether the lean or six sigma initiative has a positive impact on our performance, we need some good measures, some key performance indicators. One of the most widely known measures that can help us here is the Overall Equipment Effectiveness (OEE). This measure shows us from a machine perspective, how well the machine runs.
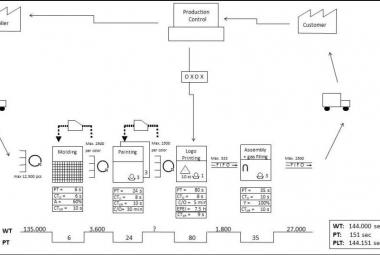
The DEFINITION OF OEE as the product of three types of losses: Availability, Performance and Quality, that can each be further broken down into more categories. The formula for calculating OEE is:
OEE = Availability x Performance x Quality
In which all three terms are shown in red in the picture above and the calculations are as follows:
- Availability = Actual Operating Time / Planned Operating Time
- Performance = Actual Throughput / Rated Throughput
- Quality = Quantity of first grade Material / Total Material Produced
All these numbers are percentages. And you can see already that all terms are multiplied. Which means that if the availability is 90%, the performance is 90% and the quality is also 90%, we have an OEE of 0.9*0.9*0.9= 0.729, or 72.9%. This means that only 72% of the planned time, we make a good quality product at the right speed. Even though the 90% sounds quite good for each of the separate terms, 72.9% shows that there is a lot to win on this machine!
Each of these metrics usually lead to some discussion about how to measure them, starting with the AVAILABILITY. Availability tells us how well the machine was running when it was supposed to run. It is a 0/1 discussion, so at any moment, the machine was either running or not compared to the plan.
This means, that we take planned operating time into account as the basis, and not all the possible times that the line could be running. Taking this utilization into account would give us the TEEP (Total Effective Equipment Performance), which is calculated by multiplying OEE and Utilization.
The availability of the machine includes two major type of losses: the Set up times, and the breakdown times.
The set-up times are the planned times that are needed to set up a line when we start a shift or a product. All processes that do not run 24/7 have a kind of set-up costs, and some of them could be significant. Processes that literally need warming up are a good example of this set-up time waste. Change overs between products also fall into the set-up time category. You cannot produce products while changing over, but these lost times should be in the production plan and are therefore planned availability downtimes.
Breakdown times are the unplanned times that the machine is down and waiting for a repair. These can be repairs done by operators but are traditionally times that the maintenance department is involved. In a factory where a maintenance team is overloaded, these breakdown times can get significantly high due to the waiting time before a maintenance person can come and look at the line.
The second term of the OEE formula is PERFORMANCE. This has to do with the speed that the machine is running while being available. Whenever the line is running, but the output is less than expected, we have a loss in this category. Two categories within this term are reduced speed and small stops.
Reduced speed include all unplanned losses due to wrong machine settings, waiting times for material/orders/tools or waiting times when the buffer in the next process step is full. A discussion that takes place in this category is to determine the target speed. Is it the technical maximum speed? Or the proven highest speed? Or the average speed for each product?
Small stops are the stops that lead to less output per hour, but do not fit the breakdown criteria. A product or packaging part getting jammed in the machine is an example that fits in this category.
The second term in the OEE calculation is the QUALITY indicator, which defined by the number of good products divided by the total number of products produced by the machine. So independent of the number of products that were produced (they are already covered in the Availability and Performance part) we look in this category for problems with the products itself. Scrap and rework fall into this category.
scrap means we have to throw away the product that was produced. This is the worst of the worst, because we lose all materials that were put in the product.
Rework is the second type of quality waste, which means that we do not throw away the product, but we do need machine capacity to correct the mistake we made. In essence this is the feedback loop that goes from output back to input. What percentage of products are worked on twice?
This is an article in the series: ‘Lean Toolbox'
Continue to: