The gold mine is a novel written by Freddy and Michael Ballé. In order to make knowledge about Lean transformations more accessible to the general public, the various Lean tools are presented novel format with a story about a factory that is about to go bankrupt. The main character has the task to save the factory from bankruptcy, and is supported by the father of his best friend, who has worked for a car supplier. This man, Bob, describes an improvement course of seven steps: focus on internal failure (1), create flow (2), stabilize the process with standard work (3), implement levelled pull production (4), reduce batch sizes of material flows (5), improve the process with kaizen (6), lower the available resources (7) and start again.
The authors describe different lean principles and also the importance of people is repeatedly emphasized. For the writing of this article, however, I focus on the core of this book, the seven technical steps that the fictitious factory has undergone to become profitable. The title 'Gold Mine' is the metaphor used by father and son Ballé to describe a regular factory.
An organization is fairly simple in economic terms: if you want to survive as a company, you need a positive cash flow. Money flows from input to output in every factory, the metaphorical gold. The easiest way to improve the flow of gold in an organization is to stand on the output side and examine what obstacles there are to stop the gold in the stream. Clients are the ones who ensure that money continues to flow in the organization, which is why the importance of delivering on time always comes first. Reducing stock levels are good methods to accelerate cash flow at the factory, but if the customer cannot get his delivery, a fast internal flow will not make sense.
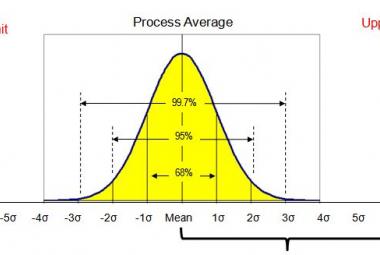
The first thing that father Bob thinks is in the way of the cash flow in the factory are REPAIRS. The customer demand cannot be met because there is a lot of outage in the line. Making products that will never function or make products that require extra resources to function after all are killing for the cash flow and provide variations in the process, which in turn leads to unreliability. It is important to not only produce without mistakes, but also to exactly know what the quality of your products is in each step of the process, to avoid surprises when the end product is already with the customer.
When the quality issues are out on the table, Bob uses the FLOW to define the next improvements. Every product is worth money, but you will receive that money only once the product has been delivered to the customer. The faster products move from the factory to the customer, the faster the money comes in. This means minimizing inventory.
With the focus on delivering the customer, the second step of the Lean transformation is to create a continuous movement towards the customer. Ideally, different workstations each require the same amount of time to add a delimited piece of value to the product (cycle time). The less variation between the workstations, the lower the necessary supplies between the workstations will be to be able to supply the customer.
The cycle time is ideally as long as the interval in which the customer wants to be delivered, the takt time. The takt time can be calculated by dividing the total available time by the number of products that the customer requests. To produce at the same pace, you determine the number of workstations you need: the total amount of work per product (process time) divided by the time of the cycle. In order to achieve the flow of the product flow according to the average time, operators are required that are occupied with the right work. Character Bob describes three rules of thumb for operator productivity: employee productivity comes from reducing variation (mura) in work (1) to do so, all non-value-adding activities (muda, or waste) must be eliminated from the work cycle (2) and employees must always complete their cycle in the same way (standard work).
These three rules of thumb lay the foundation for STANDARD WORK. Variations in the speed of operator cycles lead to blockages in the flow, such as a car braking down on a busy highway can cause a traffic jam. The operators in line therefore only have to deal with standard value-adding activities and no repair work that changes the cycle.
Quality problems that cannot be solved within the cycle time must be taken out of line, for example by shifting defects in red containers, so that they do not disturb the flow of good products.
Finally, it is important that operators always carry out their work in the same order. This should be the order that is fastest and delivers the highest quality output. Having a standard order reduces the chance that an operator forgets one of his subtasks, the power of routine.
When the production line flows through properly, the next step is to level the output from the factory towards the customers. This is what is described as LEVELLED PULL PRODUCTION. Pull production means that it only produces what the customer has requested, both in product types and quantities. Levelled means that the product mix is as similar as possible in a certain period, to minimize variations in production times and stocks (see also: Heijunka).
The goal is to be able to increase the number of deliveries (in smaller quantities) by means of multiple changes so that the stock can be further reduced. The table below describes the stock gains for different situations with a product mix of 3 products:
|
|
Parts on stock based on number of deliveries |
|||
|
1 delivery |
2 deliveries |
4 deliveries |
||
|
Number of change overs |
3 |
12 |
8 |
6 |
|
6 |
12 |
6 |
4 |
|
|
12 |
12 |
6 |
3 |
|
As a rule of thumb, between 10 and 15% of the available time should be used for change overs. With regard to the deliveries: the strength of this model is that the highs and lows from the production plan are smoothed out which results in less variation in production. When the customer does not wish to have a delivery more often, or when it is simply not economically feasible to increase the number of deliveries to the customer, Bob advises to pretend that the number of deliveries increases, so the improvements come to light.
When the output side of the process is optimized, Bob broadens the efficiency of the input side. How are the workstations supplied in the production lines? In view of the fact that stock is pushing the cash flow, BATCH SIZES should be as small as possible.
Different products may require different input materials. Several products and multiple changes can therefore lead to a workplace needing multiple stock of input material. The smaller the batch sizes, the less inventory needs to be present at a workplace to keep the flow going. Ideally, input materials are brought to the different workstations on the basis of pull instead of being picked up by the operator.
A transporter is required to bring the right resources to the workstations on the basis of what the operator needs at that time to comply with the levelled plan. Kanban cards or trays offer the solution here. When each type of material has its own type of container (identified by, for example, a specific colour card), the transporter only has to collect the containers, after which he knows exactly which parts he has to add. When the product mix changes, the transporter automatically receives a different mix of containers to fill, which prevents the wrong materials from being delivered and unnecessary stockpiles.
When inventories are minimized through a levelled production plan and just-in-time material deliveries to the workstations, the next step is to optimize the process through KAIZEN. Operators, as well as support functions, observe operators' work cycles to investigate what can be improved to speed up the cycle and reduce variations. Focus is on the seven wastes: defects, overproduction, extra operations, movement, supplies, transport and waiting. In production processes, stocks are used to disguise problems through stockpiles. Every time the stock is reduced, new problems will come to light that lead to new improvements.
The final step in the cycle of the Lean transformation consists of the CHALLENGE AGAIN of the employees. When nothing seems to improve anymore, you take an operator out of the line, or lower the allowed stock, so that new problems will arise that will lead to improvements.
Interested in Lean Manufacturing?
Continue to:
Lean Transformations - T.Panneman (summary)
BRON:
Ballé, F., Ballé, M.,2005, De Goudmijn - een Roman over Lean Transformatie, Driebergen (NL): Lean Management Instituut (order this book)